优质玻璃艺术 匠心制造
一站式玻璃工艺解决方案服务厂商

免费咨询热线:
18626885013
13372544512
13372544512





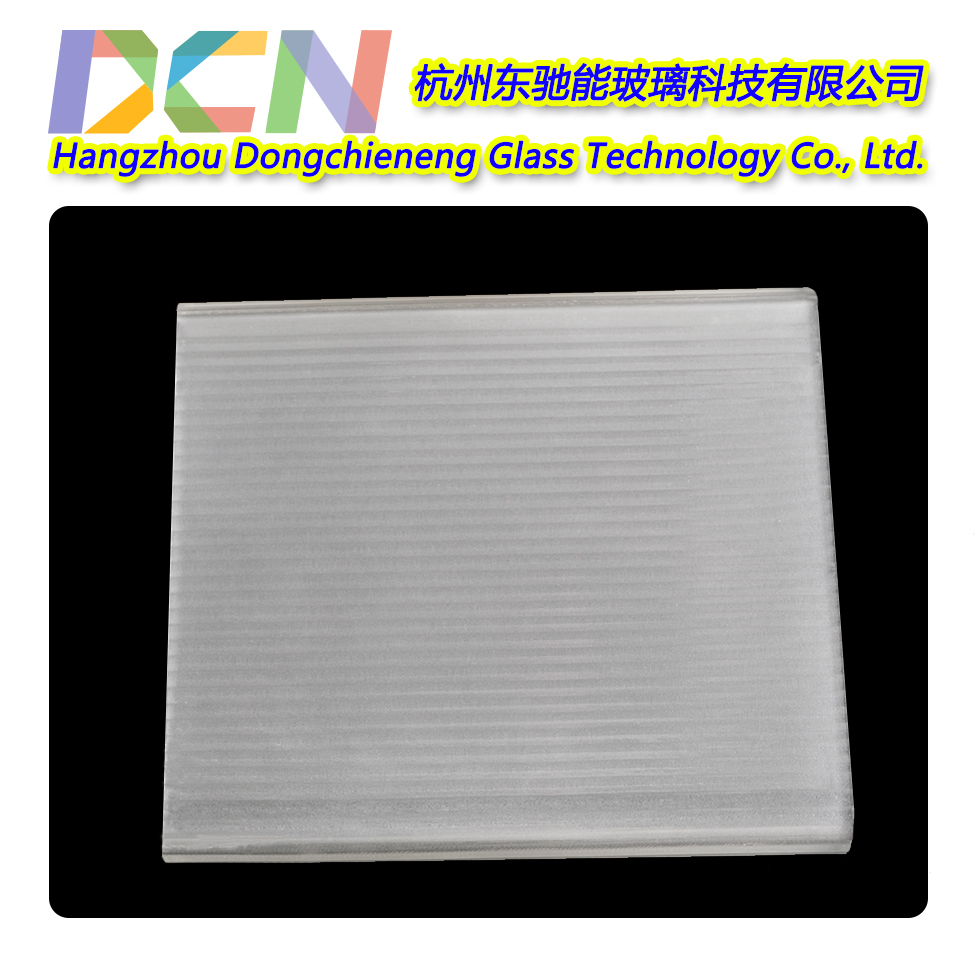
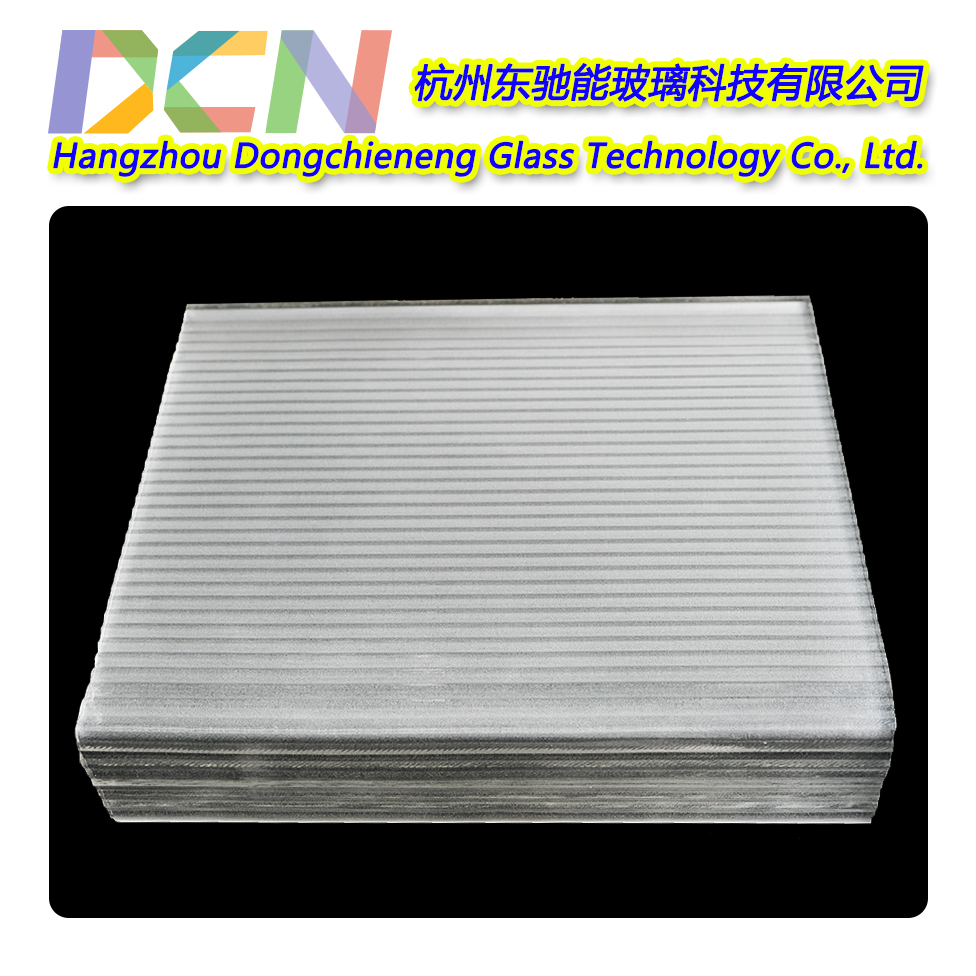
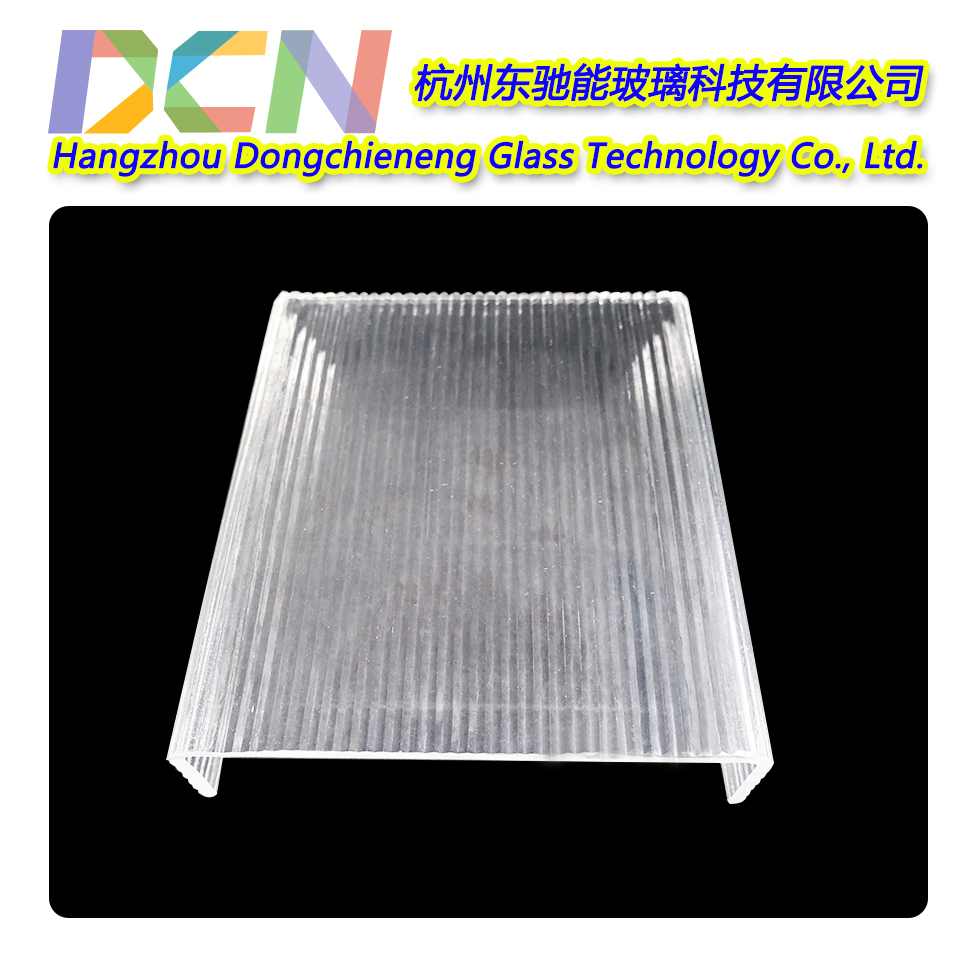
产品描述:
以超白玻璃为基底,粗条纹醒目大气,立体感十足。超白玻璃高透光,粗条纹提升机械强度,尽显现代感与独特性。
应用场景:
适用于大型商业建筑外墙、公共建筑采光屋面
物理性能和指标:
1、机械强度: 700~900N/mm²;抗拉强度: 30~50 N/mm²
2、莫氏硬度: 6~7
3、弹性模量: 72000 N/mm²
4、线性膨胀系数(温度升高1摄氏度)75~85*10-7
5、化学稳定性: 0.18mg
6、透光率:普通细纹安装,单排: 91%,双层安装: 80%
7、传热系数:
单排安装: 4.90W/m²k,双排安装: 2.35W/m²k
突破式安装1.1W/m²k
8、隔音能力,单排安装: 27db,双排安装: 38db
9、耐火极限: 0.75小时(单排)、1.15小时(双排)
风压变形性能(KPa):4.0≤P3<5.0 II级
雨水渗漏性能(Pa):1000≤P<1600 III级
空气渗透性能(m³/(m*h)):0.05<q≤0.1 III级
保温性能K(w/(m²*k)):1.1≤q≤4.9
生产流程:
U 型玻璃的生产流程主要包括原料准备、配料混合、熔化、成型、退火、切割加工等环节,具体如下:
原料准备
主要原料:U 型玻璃通常以石英砂、纯碱、石灰石、白云石等为主要原料。这些原料应具有较高的纯度和合适的粒度,以保证玻璃的质量。
辅助原料:为了改善玻璃的性能和加工工艺,还会添加一些辅助原料,如助熔剂(如萤石)、澄清剂(如芒硝)、着色剂等。
配料混合
根据 U 型玻璃的成分要求,将各种原料按照一定的比例进行精确称量。然后,将称量好的原料放入混合设备中进行充分混合,确保原料均匀一致,以保证玻璃成分的稳定性和一致性。
熔化
将混合好的原料投入到玻璃熔炉中进行加热熔化。熔炉通常采用高温火焰加热或电加热方式,使原料在高温下逐渐熔化并发生复杂的物理化学反应,形成均匀的玻璃液。一般熔化温度在 1500℃-1600℃左右。
成型
压制法:采用专门的 U 型玻璃成型模具,将玻璃液倒入模具中,通过机械压力或液压使玻璃液在模具中成型为 U 型。这种方法适用于生产尺寸较大、壁厚较厚的 U 型玻璃。
退火
成型后的 U 型玻璃内部存在着较大的内应力,需要进行退火处理以消除内应力。退火是将 U 型玻璃缓慢加热到一定温度(低于玻璃的软化点),并在此温度下保持一段时间,然后再缓慢冷却至室温。通过退火处理,可以提高 U 型玻璃的强度和稳定性,防止在后续加工和使用过程中出现破裂等问题。
切割加工
根据实际使用需求,对退火后的 U 型玻璃进行切割加工,将其切割成所需的长度和宽度。切割方式通常采用金刚石切割轮或激光切割等方法,以保证切割精度和切口质量。此外,还可以根据需要对 U 型玻璃进行边缘处理、钻孔、磨边等加工,以满足不同的安装和使用要求。
表面处理
为了提高 U 型玻璃的表面性能和美观度,可能需要对其进行表面处理。常见的表面处理方法包括镀膜、涂漆、磨砂等。镀膜可以提高玻璃的隔热、隔音、防紫外线等性能;涂漆可以改变玻璃的颜色和外观;磨砂处理可以使玻璃表面具有一定的粗糙度,增加隐私性和装饰效果。
质量检验
对生产出来的 U 型玻璃进行全面的质量检验,包括外观质量(如表面平整度、气泡、裂纹、划痕等)、尺寸精度(如长度、宽度、高度、壁厚等)、物理性能(如强度、硬度、透光率等)和化学性能(如耐腐蚀性、耐候性等)。只有符合相关标准和客户要求的产品才能进入市场销售。
包装入库
将检验合格的 U 型玻璃进行包装,通常采用塑料薄膜、纸盒、木箱等包装材料,以防止在运输和储存过程中受到损坏。包装好的 U 型玻璃入库储存,等待发货。



长按屏幕识别二维码
打开手机扫描二维码